
1·
5 months agoYepp, been using it for years. Lots of third party app support and a minimal web interface to add a new 🧲🚢 in a hurry
Definitely does not have any bells and whistles though, doesn’t bother me but is a dealbreaker for some.
Hey 👋 I’m Lemann: mark II
I like tech, bicycles, and nature.
Otherwise known as; @lemann@lemmy.one and @lemann@lemmy.world

Yepp, been using it for years. Lots of third party app support and a minimal web interface to add a new 🧲🚢 in a hurry
Definitely does not have any bells and whistles though, doesn’t bother me but is a dealbreaker for some.
If I land on a site using Admiral AAB I do two things…
I really, really dislike Admiral AAB. Why would you want to evade a user’s adblocker just to ask them to switch it off? I will keep it on thank you very much!
For anyone who doesn’t have a device that natively supports this feature, there’s an app on F-Droid called “Privacy Indicators” that provides this for camera and mic access. It uses the built-in Accessibility services to provide this, and needs a couple of other special permissions
You can change the color of the indicator, mine’s red for more visibility.
I installed it from GitHub however, since the F-Droid build was really outdated: https://github.com/NitishGadangi/Privacy-Indicator-App
I love this 😂
I’ve seen the redesign too and not really sure how I feel about it 😂 there’s a lot of additional whitespace and it kinds looks like a blown up mobile version of the site
I recently picked up an iPhone as a secondary device, pretty much immediately disabled iCloud and installed Mobius (Syncthing) so the photos get sync’ed over to my fairphone’s SD card.
Now i’m second guessing whether it’s actually disabled, or if I’m going to get an iCloud full warning in a couple of months…
I use Open Camera on my device, there are some very rare instances where it shows an obscure error saying it can’t find a gallery app. Most of the time though it opens Fossify Gallery just fine
I’m rooted and Google Photos was removed from my device before a single photo was taken, so never seen or heard even a peep from it
.NET runs natively on Linux
Only .NET Core sadly
When I moved my personal laptop to Linux I needed WINE to run some source-available .NET apps that were written targeting the Windows-only .NET Framework
melodic bass synth plays
And not to mention the custom control panel applets hanging around out there from who-knows-what vendors.
AMD FirePro and Catalyst users are going to probably stay on an older version of the OS, considering most of those users are going to be educational institutions, engineering workshops, makerspaces/hackerspaces etc.
Can’t think of any other vendor products that integrated quite as much into the legacy control panel area
introduce a “years of service”… Isn’t that going to be the next toxic metric people are going to brag with?
looks at Steam account
I feel personally attacked 😂

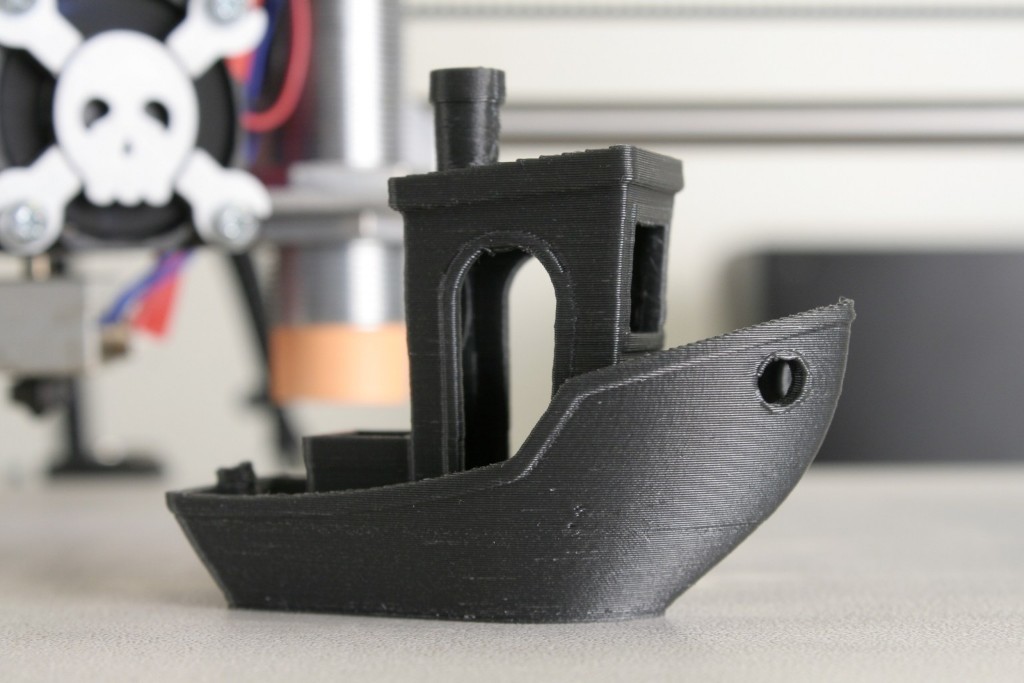
That looks impressive, well done! The corners in particular must have been really tricky…
I can’t really even sew myself to be honest, the most sewing I’ve done is using a handheld chain-stitch machine to repair ripped clothing
Platforms like Floatplane, Nebula, Patreon etc make it so easy to support creators outside of YouTube, while also giving creators a larger share of income compared to Adsense.
There’s YouTube Premium… but I don’t think I’m alone in not wanting to give Google a single cent of my hard earned cash

I’m rooted to…
If I wanted a heavily curated (and somewhat locked down) experience, I’d be in the Apple ecosystem - don’t know why Google thinks it’s a great idea to force this ideology onto practically all Android users…
Similar situation with that additional warning for sideloading apps - there’s already two warnings and Play Protect typically uninstalls these apps anyway, without the user’s consent - in one case deleting KDE Connect from users’ devices if installed with F-Droid
Uhh I definitely went off on a tangent, oops.

Looking forward to this. I don’t run a custom ROM myself but I am rooted, primarily to revoke permissions from Google apps and to back up my OS and app data as I desire.
However I’d much prefer to be able to run something like GrapheneOS on a Pixel if it meant I could run apps that are picky about Safetynet/Play Integrity, such as banking apps and the like

My mind skipped over the duplicate words until you pointed it out lol
This infographic is really helpful. Stuff like this makes me relieved I use the majority of services in a browser, rather than native apps
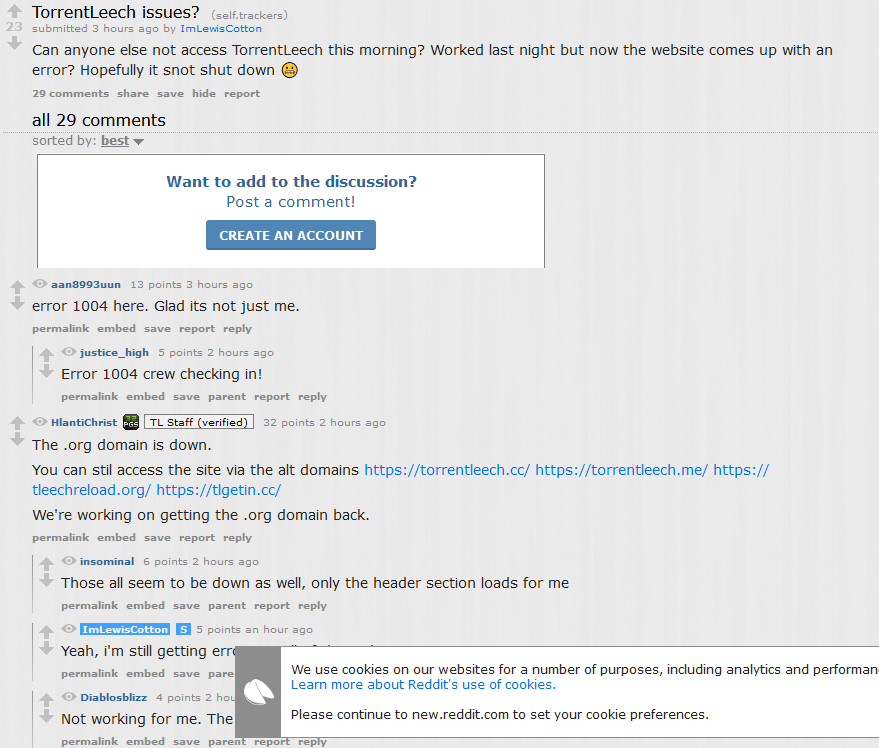
That thread could do with one of these: https://en.m.wikipedia.org/wiki/Fire_retardant
Hehehe








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
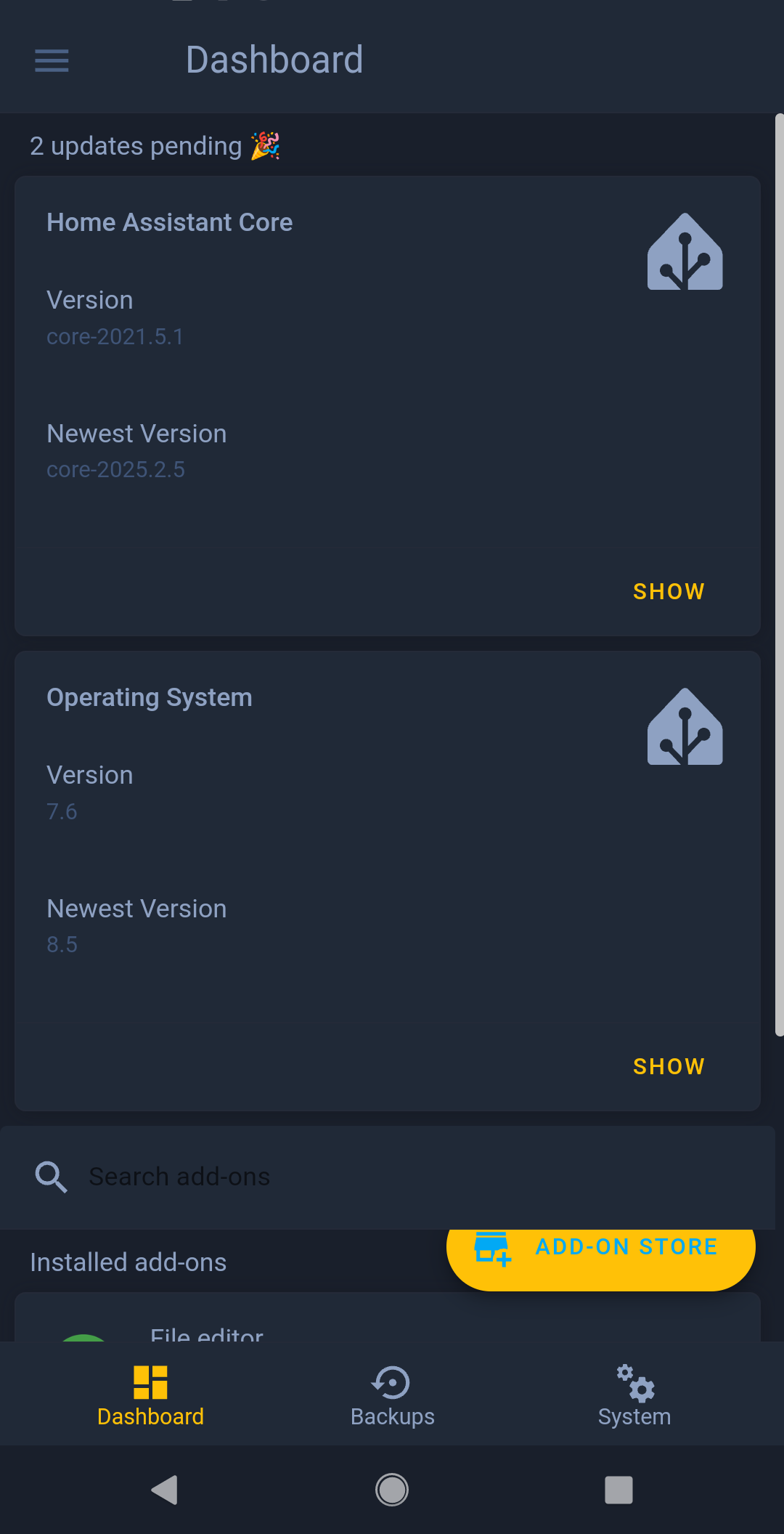
Quick update if anyone is reading this in future - the upgrade was successful!
Hats off to the HA developers and contributors - even though my install was completely unsupported, the updater pretty much sailed smoothly through everything.
It ended up taking several days to process all the database schema changes, along the way I did need to modify the MySQL InnoDB cache size from 128MiB to 1GiB (not the fault of Home Assistant at all - I didn’t set up MySQL correctly 😂) once that was done things significantly sped up.
Looking forward to all the new features HA has to offer 🙂